5 สิ่งที่คุณควรรู้ก่อนออกแบบงานพับเหล็กและงานดัดโค้ง
พับเหล็กและงานดัดโค้ง มีเทคนิคเฉพาะอย่างไร? เพื่อให้ได้ชิ้นงานดีและตรงตามความต้องการของลูกค้า
กระบวนการขึ้นรูปโลหะสามารถแบ่งออกได้ 2 ประเภท ซึ่งจะพิจารณาจากลักษณะของวัสดุเริ่มต้น คือถ้าเป็นโลหะแผ่นจะเป็นการขึ้นรูปด้วยกระบวนการตัด, เฉือน, พับเหล็ก หรือขึ้นรูป (Bending Process) และกระบวนการลากขึ้นรูปลึก (Deep Drawing Process) แต่ถ้าเป็นวัสดุเริ่มต้นมีลักษณะเป็นก้อนจะมีกระบวนการขึ้นรูปโดยการทุบ, การรีดและอัดรีด เป็นต้น นอกจากนั้นก็ยังมีการวิธีการของ งานดัดโค้ง ที่เป็น การใช้แรงเพื่อดัดหรือพับชิ้นงานให้ได้มุมองศาตามที่ต้องการ ซึ่งกระบวนการดังกล่าวนั้น สามารถนำไปชิ้นงานไปประกอบเป็นสิ่งของสำคัญมากมาย ทั้งที่เราใช้ในชีวิตประจำวัน รวมถึงนำไปใช้เป็นส่วนประกอบของชิ้นส่วนหรือเครื่องจักรในอุตสาหกรรมต่างๆ
หลักการของงานพับเหล็กหรืองานดัดโค้ง (Bending Theory) คืออะไร?
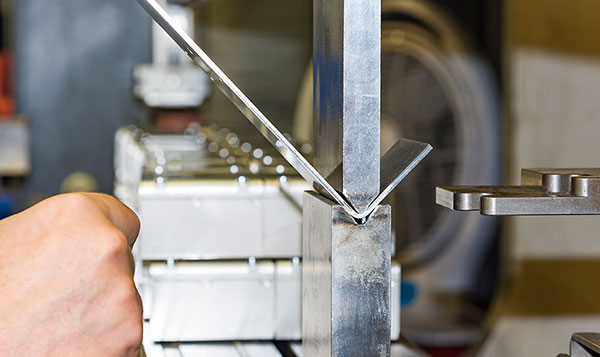
ตามทฤษฎีของการขึ้นรูปโลหะโดยการพับหรือการดัดโค้งนั้น จะต้องมีแม่พิมพ์ที่ให้แรงแก่ชิ้นงานเพื่อให้เปลี่ยนรูปร่างไปอย่างที่ต้องการ ซึ่งแรงที่ให้แก่ชิ้นงานนั้นจะต้องไม่ทำให้เกิดความเค้นบนชิ้นงานมากกว่าความเค้นดึงสูงสุดของชิ้นงานนั้น เกิดความเค้นบนชิ้นงานแบบนี้ จะทำให้เกิดการบิดงอของชิ้นงานตามรูปลักษณ์ต่างๆ ของแม่พิมพ์ เช่น แม่พิมพ์แบบรูปตัววี จะได้ชิ้นงานที่งอเป็นรูปตัว (V) ซึ่งจะมีการแผ่กระจายของแรงเกิดขึ้นได้มากที่สุด, แม่พิมพ์แบบรูปตัวยูหรือบางครั้งเรียกว่าชาแนล (Channel) จะได้ชิ้นงานที่งอเป็นรูปตัว (U) และแม่พิมพ์แบบไวปิ้ง (Wiping) จะเป็นชิ้น งานดัดโค้ง คล้ายตัว C แต่จะต้องไม่เกิน 90 องศา โดยชิ้นงานแบบตัว U และ Wiping นั้นนิยมนำไปใช้ในการผลิตชิ้นงานได้มากมาย เพราะเป็นกรรมวิธีของการขึ้นรูปโลหะแบบไร้เศษ ซึ่งเป็นวิธีที่นิยมกันมากในอุตสาหกรรมการผลิตเฟอร์นิเจอร์และการก่อสร้าง เช่น งานดัดท่อ เป็นต้น
พับเหล็ก หรือการดัดสามารถการดำเนินการขึ้นรูปได้โดยการเปลี่ยนรูปไปตามแกนตรง ซึ่งกระบวนการนี้ทั้งแรงอัดและความตึงจะเกิดขึ้นเมื่อเราดัดแผ่นโลหะ รัศมีด้านในของโลหะที่โค้งงออยู่ในการบีบอัดหรือถูกบีบเข้าด้วยกัน ส่วนรัศมีการโค้งงอด้านนอกอยู่จะในภาวะตึงหรือถูกยืดออก และเนื่องจากคุณสมบัติยืดหยุ่นของโลหะที่ต้องยายรัศมีด้านในและกลับสู่รูปร่างแบนที่รัศมีด้านนอก จึงทำให้เกิดการดีดตัวกลับ หรือที่เรียกว่าการคืนตัวแบบยืดหยุ่นได้ ซึ่งถือว่าเป็นงานที่ค่อยข้างยากและต้องใช้ความชำนาญการและอาศัยความแม่นยำของผู้ที่ทำเป็นอย่างมาก
วิธีป้องกันการกระเด้งตัวกลับ (Overcoming springback) ของงานพับเหล็กหรืองานดัดโค้ง
- การพับให้มากกว่าความต้องการ : ซึ่งวิธีนี้เป็นการดัดให้มากเกินองศาที่ต้องการเล็กน้อย ซึ่งเมื่อดึงพันช์กลับคืนไปจะทำให้โลหะเด้งตัวกลับไปและทำให้ได้งานพับเหล็กในมุมหรือองศาที่ต้องการพอดี
- การกดกระแทกชิ้นงานตรงบริเวณที่ดัดให้เป็นรอย : วิธีนี้เป็นการใช้พั้นช์กดกระแทกโลหะอย่างแรงที่บริเวณรัศมีที่ต้องดัดงอของชิ้นงาน ซึ่งตำแหน่งที่โดนพั้นช์กระแทกนั้นแผ่นโลหะจะได้รับความเค้นอย่างมาก จึงทำให้เกิดการอยู่ตัวของโลหะที่บริเวณนั้น แต่การกดกระแทกชิ้นงานให้เป็นรอยตรงบริเวณที่ดัดงอ ควรจะต้องทำรอยนูนนมาบนพั้นช์ก่อนเพื่อใช้ในการกระแทกบริเวณพื้นที่ของโลหะที่ถูกงอ นั่นเอง
- การยืดชิ้นงานก่อนดัดโค้ง : วิธีนี้เป็นการทำให้โลหะเกิดความเค้นที่เลยจุดความแข็งแรงล้าตัวของชิ้นงาน จากนั้นก็ใช้แรงกดชิ้นงานนั้นลงบนพันช์ที่ตั้งรับชิ้นงานไว้แล้ว ซึ่งธีการนี้จะมีการกระเด้งกลับของชิ้นงานเกิดขึ้นเล็กน้อย โดยวิธีนี้จะเหมาะสำหรับงานที่ขึ้นรูปโลหะแบบตื้นๆ เช่น กระโปรงครอบหน้ารถยนต์ เป็นต้น
การออกแบบงานพับเหล็กหรืองานดัดโค้ง มีสิ่งที่คุณควรรู้ก่อนสั่งทำชิ้นงาbน ดังนี้
- ประเภทของการดัด : สามารถแบ่งออกเป็น 2 ประเภทใหญ่ๆ ก็คือ การดัดร้อน (Hot Bending) และ การดัดเย็น (Cold Bending) ซึ่งกระบวนการดัดด้วยความเย็นเป็นเทคนิคการขึ้นรูปโลหะที่ใช้ในการปรับรูปร่างวัสดุโลหะโดยไม่ต้องใช้ความร้อนมากเกินไป แตกต่างจากการดัดแบบร้อนซึ่งเกี่ยวข้องกับการให้ความร้อนแก่โลหะที่อุณหภูมิสูง อีกทั้งยังช่วยให้ควบคุมกระบวนการขึ้นรูปได้แม่นยำยิ่งขึ้น โดยนิยมใช้กับโลหะได้ทั้งอะลูมิเนียม, ทองแดง, ทองเหลือง และเหล็ก ที่สร้างขึ้นรูปด้วยการปั๊ม การดัดแบบหมุนหรือแบบม้วน ที่จะดัดแผ่นโลหะให้เป็นชิ้นงานโดยมีความโค้ง รูปร่างและขนาดที่แน่นอนได้ ซึ่งวิธีการดัดเย็นมีหลายวิธี ขึ้นอยู่กับความซับซ้อนของการดัดและประเภทของอุปกรณ์ที่มี ดังนี้ :
- งานดัดโค้ง ด้วยมือ (Manual Bending) : สำหรับการโค้งงอแบบธรรมดา อาจใช้เครื่องมือแบบพกพา เช่น คีมหรือเครื่องดัดด้วยมือ โลหะถูกยึดเข้ากับเครื่องมือและใช้แรงเพื่อโค้งงอให้ได้มุมที่ต้องการ
- การดัดด้วยเครื่อง Press Brake (Press Brake Bending) : ซึ่งเป็นเครื่องจักรที่ติดตั้งชุดพันช์และดาย เมื่อแผ่นโลหะวางอยู่ระหว่างเครื่องพันช์และดายแล้ว เครื่องก็จะออกแรงดัดแผ่นโลหะให้ได้มุมที่ต้องการ
- การดัดแบบม้วน (Roll Bending) : การดัดโลหะแบบม้วนจะเป็นการส่งวัสดุโลหะผ่านชุดลูกกลิ้งเพื่อค่อยๆ ทำให้โค้งงอเพื่อให้ได้ งานดัดโค้ง ตามที่ต้องการ
กระบวนการดัดด้วยความเย็นมีข้อดีหลายประการ เช่น ไม่เกิดการบิดเบี้ยวจากความร้อนหรือการอ่อนตัวของวัสดุโลหะ, ช่วยให้การโค้งงอแม่นยำและสม่ำเสมอ ทำให้เหมาะสำหรับการใช้งานที่ต้องการความแม่นยำสูง อีกทั้งยังเป็นตัวเลือกที่ประหยัดมากขึ้นสำหรับโครงการดัดขนาดเล็กถึงขนาดกลางอย่างไรก็ตาม งานดัดโค้ง ด้วยความเย็นก็มีข้อจำกัดเช่นกัน โดยเฉพาะอย่างยิ่งเมื่อต้องรับมือกับโลหะที่หนาหรือแข็งมากๆ ซึ่งอาจมีโอกาสเสี่ยงที่จะแตกร้าวหรือหักได้ในระหว่างการดัดงอ ซึ่งในกรณีนี้ การเลือกดัดด้วยความร้อนหรือการขึ้นรูปโลหะแบบอื่นๆ อาจเป็นวิธีที่เหมาะสมกว่า
- การเลือกใช้วัสดุสำหรับพับเหล็กหรืองานดัดโค้ง : เพราะวัสดุที่แตกต่างกันจะมีความสามารถที่ทนต่อกระบวนการดัดงอได้ไม่เท่ากัน ซึ่งโดยทั่วไปแผ่นโลหะที่มีความหนาปกติ 1.3 มม. สามารถทนทานได้เกือบทุกอย่าง ง่ายต่อการดัดโค้งงอและรักษาความแข็งแรงสูงสุด แต่ถ้าหากเป็นอะลูมิเนียมแผ่นอาจมีความแตกต่างอย่างสิ้นเชิง นอกจากนั้นผลลัพธ์ของชิ้นงานคุณ ก็ยังขึ้นอยู่กับผู้เชี่ยวชาญด้านการผลิตโลหะที่คุณเลือกสำหรับงานนั้นๆ อีกด้วย
- รัศมีการดัดเหล็กแผ่นขั้นต่ำ : รัศมีขั้นต่ำของแผ่นโลหะที่โค้งงอนั้นขึ้นอยู่กับเครื่องมือที่ใช้และกระบวนการดัด แผ่นโลหะที่มีความเหนียวมากมักจะมีรัศมีด้านในเล็กกว่า เพื่อรักษาความแข็งแรงสูงสุดรัศมีการดัดควรเกินรัศมีการดัดขั้นต่ำของแผ่นโลหะ เพราะการมีรัศมีการโค้งงอที่ใหญ่เกินไปอาจส่งผลให้สปริงดัดงอด้านหลังมีขนาดใหญ่ขึ้น หรือการใช้รัศมีการโค้งงอเป็นศูนย์ก็ไม่ใช่วิธีที่ดีเสมอไปในการผลิตชิ้นงานพับเหล็กหรือ งานดัดโค้ง เพราะอาจทำให้เกิดการแตกหักหรือแตกร้าวหรือโลหะจากภายนอกได้
- ทิศทางการดัดต้องตั้งฉากกับทิศทางของเส้นใยโลหะ : เมื่อจะทำการดัดแผ่นโลหะ ควรแน่ใจว่าเครื่องมือนั้นตั้งฉากกับทิศทางของเส้นใยโลหะ เพราะการดัดแผ่นโลหะให้ขนานกับทิศทางของโลหะจะทำให้เกิดรอยแตกร้าวที่ส่วนโค้งงอ อีกทั้งยังทำให้ความแข็งแรงในการดัดงอลดลง และชิ้นงานพับเหล็กหรืองานดัดโค้ง อาจแตกหักง่าย
- ความสูงในการดัดโลหะแผ่นต้องมีความหนาอย่างน้อยสองเท่าบวกรัศมี : เพราะหากมีความสูงในการดัดงอต่ำเกินไป แผ่นโลหะอาจบิดเบี้ยวและบิดงอได้ นอกจากนั้น ก็ยังต้องคำนึงถึงความกว้างของหน้าแปลน ที่ไม่ควรเกินสี่เท่าของความหนาของโลหะ และมีช่องว่างอย่างน้อย 0.2 มม. เพื่อหลีกเลี่ยงความผิดพลาดและเพิ่มประสิทธิภาพของการดัดงอ
ทั้งหมดนี้ จะเห็นได้ว่าการเลือกผลิตชิ้นงานที่มาจากกระบวนการพับหรือการดัดโค้ง ซึ่งชิ้น งานพับเหล็ก นั้นมีความยากและซับซ้อนซึ่งต้องอาศัยความชำนาญและความแม่นยำของช่างหรือบริษัทที่คุณจะต้องพิจารณาและเลือกสรรอย่างรอบคอบ เพื่อให้ได้ชิ้นงานที่มีประสิทธิภาพและตรงตามความต้องการในการใช้งานของคุณ บริษัท P&S Stainless Steel Center เราคือโรงงานที่ผลิตชิ้นงานประกอบจากสแตนเลสแผ่นที่มีความชำนาญงาน ในเรื่องการงานพับเหล็กและงานดัดโค้ง เพราะเรามีช่างเทคนิคที่มีความชำนาญงานโดยเฉพาะ
ติดต่อสอบถามรายละเอียดเพิ่มเติม หรือสั่งซื้อสินค้าได้ที่
บริษัท พี แอนด์ เอส สเตนเลสสตีลเซ็นเตอร์ จำกัด
Tel : 081-618-0778, 081-615-4296, 082-782-8654, 02-753-7753
Fax : 02-753-7770
Email : pands_stainless@yahoo.com
LINE : @psmetal
Facebook : @psstainlesssteel



