ปัญหาที่อาจเกิดขึ้นในการพับโลหะ ตัดพับเหล็ก
สาเหตุของปัญหาต่าง ๆ ในการพับโลหะ ตัดพับเหล็ก เกิดจากอะไร พร้อมวิธีการแก้ไข
นการผลิตชิ้นส่วนต่าง ๆ ไม่ว่าจะเป็นชิ้นส่วนของรถยนต์ เครื่องใช้ไฟฟ้า เฟอร์นิเจอร์ ฯลฯ หรือแม้แต่การก่อสร้างและตกแต่งอาคารสถานที่ ย่อมต้องมีชิ้นงานโลหะเข้าไปเป็นส่วนประกอบสำคัญเสมอ และการผลิตชิ้นส่วนโลหะเหล่านั้น ก็ทำได้โดย ตัดพับเหล็กหรือการพับโลหะให้เป็นรูปทรงที่ต้องการนั่นเอง โดยลักษณะหลัก ๆ ของงานพับจะมีอยู่ 3 แบบ ได้แก่
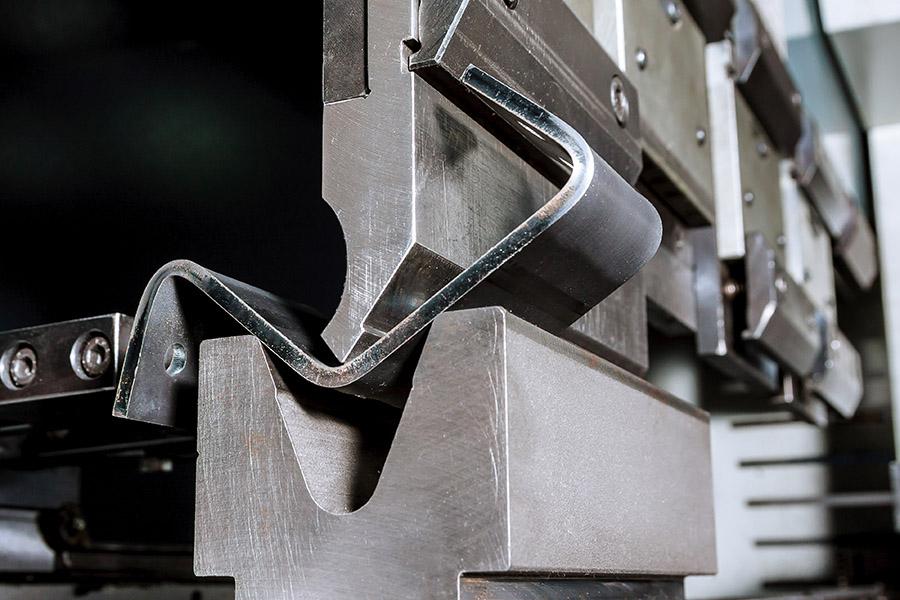
- การพับแบบรูปตัว V คือการ ตัดพับเหล็กหรือพับโลหะในแม่พิมพ์หรือดายรูปตัว V (V-Bend Die)) โดยการกดพันช์ลงไปบนวัสดุโลหะแผ่น เพื่อพับโลหะให้เกิดเป็นรูปร่างเดียวกับแม่พิมพ์
- การพับแบบรูปตัว U คือการพับโลหะในแม่พิมพ์หรือดายรูปตัว U (U-Bend Die) โดยใช้พันช์กดแผ่นโลหะให้โค้งงอเข้าไปในแม่พิมพ์รูปตัวยู
- การพับแบบรูปตัว L คือแม่พิมพ์ไวปิง (Wiping Die) ที่จะใช้พันช์กดแผ่นโลหะให้พับงอลงไปตามรูปทรงตัว L ของแม่พิมพ์ โดยทำมุม 90 องศา
แต่ในการพับโลหะนั้น เมื่อผลิตชิ้นงานออกมาจากแม่พิมพ์แล้ว บ่อยครั้งที่พบปัญหาในตัวชิ้นงานพับโลหะ ทำให้เกิดความคลาดเคลื่อนของชิ้นงานหรือชิ้นงานนั้น ๆ ไม่สามารถนำไปใช้งานได้
ปัญหาต่าง ๆ ในการพับโลหะพร้อมวิธีแก้ไขงานพับโลหะที่เกิดปัญหานั้น มีดังต่อไปนี้
- ปัญหาโลหะดีดตัวกลับในการพับโลหะ (Spring Back) ในการพับโลหะหรือ ตัดพับเหล็กนั้น มักเกิดปัญหาโลหะดีดตัวกลับ หลังการดัดงอหรือการพับโลหะ ซึ่งเป็นปัญหาสำคัญของการพับโลหะที่จะส่งผลให้ชิ้นงานมีองศาการพับ ดัด งอที่ผิดเพี้ยน และจะเกิดปัญหาเมื่อต้องนำชิ้นงานนั้นไปประกอบเข้ากับชิ้นส่วนอื่น ๆ เพราะชิ้นงานจะไม่ลงล็อค และไม่สามารถประกอบร่างได้ ซึ่งสาเหตุอาจเกิดจากตัววัสดุเอง เช่นพับเหล็ก 50 ชิ้นที่เป็นเกรดเดียวกัน แต่ได้งานขนาดไม่เท่ากัน
วิธีป้องกัน คือต้องตรวจเชคขนาดอยู่เรื่อยๆ
- ปัญหารอยย่นบนชิ้นงานพับโลหะ ในการพับขึ้นรูปลึกที่ใช้สำหรับขึ้นรูปพับโลหะทรงถ้วย ทรงกระบอก หรือวัสดุที่มีลักษณะโค้งงอเป็นหลุมลงไป เช่น กระป๋อง อ่างล้างจาน ถ้วย ซึ่งปัญหาที่มักพบในการพับโลหะแบบการพับขึ้นรูปลึก คือการเกิดรอยย่นบนชิ้นงานที่ผ่านการพับโลหะแล้ว โดยรอยย่นของการพับโลหะแบบลากขึ้นรูปลึก มีลักษณะต่าง ๆ ดังนี้
- การเกิดรอยย่นบริเวณขอบชิ้นงาน การเกิดรอยย่นบริเวณขอบของชิ้นงานพับโลหะ เกิดจากแรงที่ใช้จับยึดแผ่นโลหะก่อนขึ้นชิ้นงานน้อยเกินไป, ช่องว่างระหว่างแม่พิมพ์กับแผ่นโลหะมีน้อยเกินไป และรัศมีของดายมีมากเกินไป
วิธีแก้ปัญหารอยย่นบนขอบวัสดุ ของการพับโลหะแบบการพับขึ้นรูปลึก คือการเพิ่มแรงจับยึดชิ้นงาน, เพิ่มช่องว่างระหว่างแม่พิมพ์กับชิ้นงาน และลดรัศมีดายให้น้อยลง
- การเกิดรอยย่นบริเวณผนังชิ้นงาน ในกรณีนี้ รอยย่นจะอยู่ในส่วนที่เป็นผนังชิ้นงาน หรือในส่วนด้านข้างของถ้วยนั่นเอง ซึ่งสาเหตุที่ทำให้เกิดปัญหานี้ คือการที่มีช่องว่างระหว่างแม่พิมพ์มากเกินไป, รัศมีดายมากเกินไป และแรงที่ใช้จับยึดแผ่นโลหะก่อนขึ้นชิ้นงานน้อยเกินไป
วิธีแก้ไขปัญหาการเกิดรอยย่นบนผนังชิ้นงานพับโลหะแบบลากขึ้นรูปลึก คือการลดระยะช่องว่างระหว่างแม่พิมพ์, ลดรัศมีดาย และปรับแรงยึดจับแผ่นโลหะให้เหมาะสม โดยแรงกดบนแผ่นจับยึดชิ้นงาน ต้องมีมากพอที่จะป้องกันไม่ให้ชิ้นงานเคลื่อนจนเกิดรอยย่นขณะขึ้นรูปพับโลหะ แต่แรงยึดจับก็ต้องไม่มากเกินไปจนทำให้แผ่นโลหะไหลเข้าไปในปากดายลำบาก
- การฉีกขาดของโลหะหลังการพับโลหะหรือตัดพับเหล็ก แม้เนื้อโลหะบางชนิดจะมีความยืดหยุ่นในตัว และสามารถดัดพับโลหะให้โค้งงอได้ตามรูปทรงที่ต้องการ แต่ก็มีปัจจัยที่ทำให้โลหะเกิดการฉีกขาดหลังการ ตัดพับเหล็กหรือการพับโลหะได้เช่นกัน
- การฉีกขาดจากการพับโลหะขึ้นรูปตามแม่พิมพ์ เกิดจากทิศทางในการพับโลหะที่ขนานไปกับทิศทางของลายเส้นเนื้อโลหะ (grain) หรือก็คือการพับโลหะไปตามรอยเส้นของเนื้อโลหะนั่นเอง ซึ่งหากแรงกดของพันช์และแรงจับยึดตัววัสดุมีมากเกินไป ก็อาจทำให้โลหะฉีกขาดหลังผ่านกระบวนการพับโลหะได้
วิธีแก้ไขคือ ควรพับโลหะในทิศทางที่ตั้งฉากกับลายเส้นของเนื้อโลหะ จะช่วยป้องกันการฉีกขาดของโลหะหลังการ ตัดพับเหล็กหรือพับโลหะได้
- การฉีกขาดบริเวณก้นวัสดุจากการพับโลหะแบบลากขึ้นรูปลึก ในการลากขึ้นรูปลึกนั้น มักเกิดปัญหาการฉีกขาดบริเวณก้นวัสดุที่ผ่านการพับโลหะขึ้นรูป โดยสาเหตุของปัญหา คือ การฉีกขาดเพราะวัสดุไม่ยืดหยุ่น เช่น อลูมิเนียม ความเร็วของพันช์สูงเกินไป ในขณะที่แรงจับยึดวัสดุก็มีมากเกินไป ทำให้แรงกระทำต่อวัสดุมีมากเกินกว่าที่เนื้อวัสดุจะรับไหว บวกกับรัศมีดายที่น้อยเกินไป และช่องว่างระหว่างแม่พิมพ์น้อยเกินไป ก็สามารถทำให้เกิดปัญหาเนื้อบริเวณก้นวัสดุฉีกขาดได้เช่นกัน
วิธีแก้ไขคือการเพิ่มรัศมีดายและพันช์, ลดความเร็วของพันช์, เพิ่มช่องว่างระหว่างแม่พิมพ์ และปรับแรงยึดจับวัสดุให้เหมาะสม
- รอยเส้นบนชิ้นงานหลังการพับโลหะ รอยเส้นที่เกิดบนชิ้นงานพับโลหะแผ่นบางเกรด ทำให้ต้องเสียเวลาในการขัดลบรอยเส้นบนชิ้นงาน ตัดพับเหล็กหรือพับโลหะ ก่อนนำไปพ่นสี โดยสาเหตุของการเกิดรอยเส้นบนชิ้นงานโลหะ เกิดจากเมื่อพันช์กดแผ่นโลหะลงไปในดาย แผ่นโลหะจะเกิดการเลื่อนเพื่อยกตัวขึ้นตรงบริเวณบ่าดาย ทำให้ผิวของโลหะแผ่นครูดกับบ่าดายจนเป็นรอย เส้น ตลอดแนวของการพับโลหะขึ้นรูป ตรงที่ผิวของชิ้นงานโลหะสัมผัสกับบ่าดาย
วิธีแก้ไขคือการใช้สารหล่อลื่นระหว่างการพับโลหะ, เคลือบผิวดายด้วยฟิล์มที่มีลักษณะแข็งและบาง หรือใช้แผ่นโพลีเอทิลีนวางคั่นระหว่างผิวดายกับแผ่นโลหะขณะพับโลหะขึ้นรูป เพื่อลดการสัมผัสและเสียดสีของบ่าดายกับแผ่นโลหะ เพราะปัญหานี้เกิดจากผิวสัมผัสของวัสดุแข็งสองชนิดเกิดการเสียดสีกัน ดังนั้นเมื่อลดการเสียดสีลงได้ ก็จะช่วยไม่ให้เกิดรอยเส้นบนชิ้นงานพับโลหะ หากแต่ถ้าชิ้นงานหนาก็จะป้องกันไม่ได้
อนึ่งในงานพับโลหะนั้น จะต้องทราบถึงค่าจำกัดของรัศมีของการพับโลหะของโลหะแต่ละชนิดและโลหะแต่ละเกรดด้วย เพราะโลหะแต่ละชนิดและแต่ละเกรด จะมีค่าจำกัดของรัศมีการพับที่น้อยที่สุดแตกต่างกัน เช่น ค่ารัศมีการพับโลหะทางด้านในของส่วนโค้ง ไม่ควรต่ำกว่า 1 เท่าของความหนาของโลหะที่จะทำการพับโลหะ ซึ่งหากค่าเหล่านี้ผิดเพี้ยนคลาดเคลื่อนไป ก็อาจทำให้เกิดปัญหาต่าง ๆ ในการพับโลหะได้ และหากคุณกำลังมองหาโรงงานรับพับเหล็ก พับโลหะ หรือ ตัดพับเหล็ก ที่มีความเชี่ยวชาญในการทำงานพับโลหะ และมีประสบการณ์ในการรับพับเหล็กมานาน พี แอนด์ เอส สแตนเลสสตีล เซ็นเตอร์ ก็พร้อมให้บริการรับพับเหล็ก พับโลหะ ด้วยเครื่องพับโลหะ CNC จาก Amada ที่ให้ความแม่นยำในการ ตัดพับเหล็กสูง โดยเรามีทั้งเครื่องตัดพับเหล็กขนาดเล็กและขนาดใหญ่ เพื่อให้ครอบคลุมงานพับโลหะได้หลากหลาย ทั้งงานเหล็กกล้า สแตนเลส อลูมิเนียม ทองเหลือง ทองแดง
ติดต่อสอบถามรายละเอียดเพิ่มเติม หรือสั่งซื้อสินค้าได้ที่
บริษัท พี แอนด์ เอส สเตนเลสสตีลเซ็นเตอร์ จำกัด
Tel : 081-618-0778, 081-615-4296, 082-782-8654, 02-753-7753
Fax : 02-753-7770
Email : pands_stainless@yahoo.com
LINE : @psmetal
Facebook : @psstainlesssteel



