จำหน่ายสินค้าสเตนเลส รับบริการตัดเลเซอร์ ตัดพลาสม่า punching พับ ม้วนโลหะแผ่นและโลหะที่ขึ้นรูปแล้ว
บจก. พี แอนด์ เอส สเตนเลสสตีล เซ็นเตอร์ เลขที่ 16 หมู่ 5 ซ.วัดหนามแดง ต.บางแก้ว อ.บางพลี จ.สมุทรปราการ 10540
โทร. 02-753-7753 แฟกซ์. 02-753-7770 Email: pands_stainless@yahoo.com LINE@ ID: @psmetal


| จดหมายจากผู้อ่าน
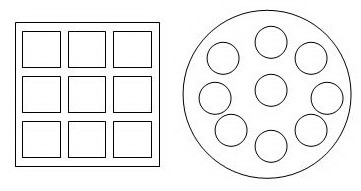
มีเมล์จากผู้อ่านฉบับหนึ่งเขียนมาถามผมถึงการคิดราคาค่าตัดเลเซอร์ที่เคยเขียนลงในบทความ ซึ่งผมก็ได้ให้คำแนะนำไปพอสมควร แต่เห็นว่ามีหลายประเด็นที่น่าสนใจ ผมจึงขออนุญาตเอามาคุยกันในคอลัมน์ฉบับนี้นะครับ 1. การคำนวณหาเวลาที่ใช้ในการตัดยังไม่ได้ค่าที่ใกล้เคียงความจริง บางครั้งต้องลองวาดแบบแล้วเอาเข้าไปในโปรแกรมของเครื่องเลเซอร์ ให้โปรแกรมช่วยคำนวณเวลาให้ซึ่งเสียเวลามาก ควรจะทำอย่างไร? ในขั้นตอนการเสนอราคานั้น หากเราต้องนำแบบไปคำนวณในโปรแกรมเลเซอร์จะเป็นเรื่องที่เสียเวลาและทรัพยากรมากครับ เพราะเรายังไม่รู้ว่าจะได้ออร์เดอร์หรือเปล่า แถมยังไปเบียดเบียนทรัพยากรฝ่ายผลิตที่ควรจะนำไปใช้สำหรับการผลิตจริงอีกด้วย เพราะฉะนั้นเราก็หาเวลาให้ใกล้เคียงที่สุดเท่าที่จะทำได้ครับ ซึ่งก็จะมีตัวแปรหลักๆ 3 ตัวที่เราหาให้ได้สำหรับแต่ละวัสดุ/ความหนา คือ (a) Feed (อัตราเร็วที่หัวเดิน), (b) เวลาเจาะรู, และ (c) เวลาเดินหักมุม เรื่อง Feed นั้น ทางผู้ขายเครื่องจะมีตารางconditionมาให้อยู่แล้ว แต่ในทางปฏิบัติ แม้วัสดุ/ความหนาเดียวกัน ก็อาจจะใช้ค่าที่แตกต่างกันบ้าง แต่จะมีอยู่บางค่าที่เราใช้บ่อยที่สุดก็ยึดค่านั้นเป็นหลัก หรือ อาจจะหาค่าเฉลี่ย ถ้าใช้หลายๆค่าพอๆกัน เอาเข้าจริงๆแล้วมันไม่ได้ต่างกันมากนัก สำหรับเวลาเจาะรูนั้นก็จะมีค่าในตาราง condition เช่นกัน แต่อาจจะไม่ตรงนัก ก็ต้องลองจับข้อมูลดูแล้วมาเทียบกัน ก็คงต้องขอความร่วมมือจากหัวหน้าฝ่ายผลิต ให้เค้าช่วยจับเวลาที่ใช้ในการเจาะรู/รูสำหรับแต่ละวัสดุ/ความหนา จากงาน Production จริง อาจจะไม่ต้องหาทุกความหนาก็ได้ แต่ให้มันกระจายๆกัน เช่น 1mm, 3mm, 5mm, 8mm,12mm แล้วความหนาที่อยู่ระหว่างนั้น (2mm, 4mm, 6mm ฯลฯ) ก็เทียบบัญญัติไตรยางค์เอา เวลาจับพยายามให้เริ่มและจบเหมือนๆกันทุกครั้ง คือ เริ่มกดจับตอนเครื่องมาหยุดจุดที่จะเจาะ และกดหยุดตอนที่เครื่องเจาะทะลุ จับดูหลายๆครั้งแล้วหาค่าเฉลี่ยเอา เพราะบางทีอาจมีความคลาดเคลื่อนจากการที่เครื่อง purge gas หรือ การกดจับเวลาของพนักงาน สุดท้ายเรื่องเวลาเดินหักมุมนั้น อาจจะมีผลน้อยที่สุด แต่สำหรับงานหนาๆที่มีมุมเยอะๆ อาจส่งผลให้การคำนวณผิดพลาดเป็นเท่าตัว การกดจับเวลานั้นคงจะทำได้ลำบากเพราะ เวลาตรงนี้ค่อนข้างน้อยมากและไม่รู้จะเริ่มจะจบตรงไหน เราก็อาจจะทำการทดลองลักษณะนี้ครับ ลองตัดรูป 2 รูป ที่มีเส้นรอบรูปเท่ากันและจำนวนรูเท่ากัน เพื่อจะได้เปรียบเทียบส่วนต่างของเวลารวมแล้วมาหารจำนวนมุม อย่างเช่นรูปนี้ครับ
อันนี้ผมวาดคร่าวๆนะครับให้เป็นไอเดีย แต่หลักการคือเราต้องการให้รูปทั้งสองมีเส้นรอบรูปเท่ากัน และ มีจำนวนรูเท่ากัน เพื่อควบคุมตัวแปรที่มีผลกระทบทั้งหมด เมื่อตัดออกมาแล้วจะพบว่าเวลาที่ใช้ทั้งสองรูปนี้จะต่างกัน ซึ่งส่วนต่างนี้คือเวลาเสียไปในการหักมุมนั่นเองครับ ถ้าอย่างรูปสี่เหลี่ยมข้างบนนี้มี 40 มุม ทีนี้เราก็เอาส่วนต่างมาหาร 40 การทดลองแบบนี้ต้องเสียทั้งเวลาและวัสดุ ก็คงทำไม่ได้ทุกความหนา/วัสดุ อาจจะต้องเทียบบัญญัติไตรยางค์และดูข้อมูลของงาน Production จริงประกอบด้วย คราวนี้ได้ ทั้งสามค่ามาแล้ว ก็ลองแทนค่าในสูตรดู แล้วเก็บข้อมูลเทียบเวลาคำนวณตอนเสนอราคากับเวลาจริงที่เครื่องตัดสำหรับงานที่ได้ออร์เดอร์ แล้วค่อยๆปรับค่าไป ช่วงแรกๆก็คงต้องขอความร่วมมือจากทางช่างฝ่ายผลิตให้ช่วยเก็บข้อมูลให้ละเอียดหน่อย อันที่จริงแล้วนอกจากตัวแปรเหล่านี้ ยังมีเวลาที่หัวเคลื่อนย้ายตำแหน่งโดยไม่ได้ตัดอีกด้วย แต่ส่วนนั้นผมไม่ได้เอามาคิด เพราะ 1. แทบจะเป็นไปไม่ได้ในการหาเส้นทางที่หัวเคลื่อนในลักษณะนั้น นอกจากจะเอาไปทำในโปรแกรม NC 2. เวลาเหล่านี้โดยทั่วไปแล้วมีค่าน้อยมาก และ 3. เวลาเหล่านี้เครื่องไม่ได้ใช้แก๊สเพราะไม่ได้ทำการตัด ต้นทุนตรงนี้ก็ถือว่าน้อยมากจนพอจะตัดทิ้งไปได้ เพราะฉะนั้น เวลาที่คำนวณได้ก็อาจจะไม่ได้ตรงกับเวลาจริง 100% หรอกนะครับ แต่สิ่งที่เราพยายามทำก็คือให้ใกล้เคียงมากที่สุด โดยควบคุมตัวแปรที่มีผลกระทบเท่าที่จะทำได้ ซึ่งมันก็คงไม่ได้แม่นยำไปกว่าเอา dwg เข้าไปใส่ในโปรแกรมของเครื่องเลเซอร์ แต่เพื่อตอบสนองลูกค้าให้ได้รวดเร็ว บางทีเราก็ต้องยอมประนีประนอมกับความแม่นยำของเวลาที่ใช้ และโดยเฉพาะถ้าลูกค้าไม่มีไฟล์ CAD มาให้ เราก็สามารถเสนอราคาได้โดยไม่ต้องไปวาดให้เสียเวลา (โดยเฉพาะถ้าลูกค้าไม่สั่ง) บางทีราคาผ่านแต่เสนอช้ากลายเป็นไม่ได้ออร์เดอร์ไปเสียอีก เดี๋ยวฉบับหน้ามาคุยกันต่อครับ
ดร.อภิชาติ ชยานุภัทร์กุล ผู้จัดการฝ่ายผลิต บจก. พี แอนด์ เอส สเตนเลสสตีล เซ็นเตอร์ ตีพิมพ์ในวารสารเพื่อนสเตนเลส ปีที่ 2 ฉบับที่ 29/ สิงหาคม 2551 |
Tel: 02-7537753; Email: pands_stainless@yahoo.com; LINE@: @psmetal
