

จำหน่ายสินค้าสเตนเลส รับบริการตัดเลเซอร์ ตัดพลาสม่า punching พับ ม้วนโลหะแผ่นและโลหะที่ขึ้นรูปแล้ว
บจก. พี แอนด์ เอส สเตนเลสสตีล เซ็นเตอร์ เลขที่ 16 หมู่ 5 ซ.วัดหนามแดง ต.บางแก้ว อ.บางพลี จ.สมุทรปราการ 10540
โทร. 02-753-7753 แฟกซ์. 02-753-7770 Email: pands_stainless@yahoo.com LINE@ ID: @psmetal


งานพับสเเตนเลส ตัดพับเหล็ก พับโลหะแผ่น งานพับสเเตนเลสตัดพับเหล็กพับโลหะแผ่นกระบวนการและขั้นตอนการทำ งานพับสเเตนเลสตัดพับเหล็กพับโลหะแผ่น
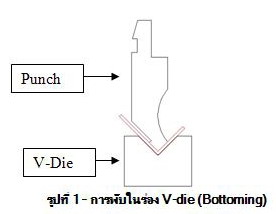
ฉบับนี้ เราจะมาคุยกันเรื่องงานพับนะครับ การพับโลหะแผ่นนั้น ปัจจุบัน สามารถทำได้หลายวิธี เช่น Aพับโดยการควบคุมแรงอัดจากมีดพับ (Air Bending), พับในร่อง V-die (Bottoming), พับโดยการใช้แคลมป์ยึดชิ้นงาน (Folding) อย่างไรก็ตาม ที่นิยมใช้กันคือ การพับในร่อง V-Die โดยเครื่องพับ Hydraulic Press Brake มีลักษณะดังรูปด้านล่าง
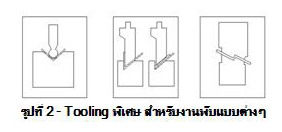
ในรูปที่ 1 เป็นลักษณะการพับ 90 องศา ซึ่งเรียกได้ว่าเป็นการพับพื้นฐานสำหรับใช้พับงานทั่วๆไปเช่น พับฉาก, พับรางตัวยู, ถาด แต่สำหรับงานพับที่ซับซ้อนมากขึ้น เช่น งานพับที่มีการกำหนดรัศมีมุมพับ, งานพับแบน, งานที่มีการพับหลายครั้ง, มีองศาต่างๆกัน ฯลฯ งานลักษณะนี้ tooling (punch และ die) ทั่วๆไป อาจจะไม่สามารถพับได้ ซึ่งก็ต้องใช้ tooling พิเศษ ดังรูปที่ 2
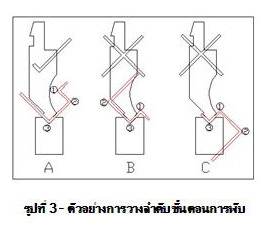
งานพับสเเตนเลสตัดพับเหล็กพับโลหะแผ่น ในลักษณะงานแสตนเลสสั่งทำ หรืองานรับจ้างนั้น เป็นงานที่ต้องอาศัยประสบการณ์ในการพับพอสมควร เนื่องจากช่างพับจะต้องรู้ว่า แบบที่ลูกค้าส่งมาสามารถพับด้วยทูลลิ่งที่มีอยู่ได้หรือไม่ และต้องเรียงลำดับขั้นตอนการพับให้ดี เพราะหากวางลำดับการพับผิด อาจจะทำให้ไม่สามารถพับต่อได้เนื่องจากชิ้นงานส่วนที่พับขึ้นมาแล้วจะชนกับมีดพับและทำให้ไม่สามารถสอดชิ้นงานส่วนที่ต้องการพับเข้าไปได้ หรือ สอดเข้าไปได้แต่มีดพับไม่สามารถกดลงไปได้สุดเนื่องจากชิ้นงานส่วนที่พับขึ้นมาแล้วจะตีขึ้นมาชนมีดพับก่อน ดังตัวอย่างงานในรูปที่ 3
ถ้างานพับเป็นลักษณะตามรูปที่ 3 เราต้องวางลำดับการพับตามรูป A การเปลี่ยนลำดับการพับเป็นรูป B หรือ C จะทำให้ไม่สามารถพับในขั้นตอนสุดท้ายได้ เนื่องจากชิ้นงานส่วนที่พับขึ้นมาแล้วจะไปชนตัว punch หรือ die ก่อน ในการพับแต่ละครั้งนั้น จะต้องมีระยะเผื่อสำหรับการยืดตัวของเหล็ก ซึ่งมีหลายปัจจัยที่มีผลต่อระยะเผื่อนี้ คือ 1. วัสดุ 2. ความหนา 3. องศาในการพับ 4. ทูลลิ่ง (มีดพับและร่องพับ)ที่ใช้ในการพับ โดยปกติแล้วแบบที่ลูกค้าให้มาจะเป็นแบบภาพฉายมาตรฐาน ไม่ได้ให้มาเป็นแผ่นคลี่ ซึ่งจะบอกขนาดที่ต้องการหลังจากพับขึ้นรูปมาแล้ว การเผื่อระยะนี้จึงมีความสำคัญมากต่อความแม่นยำของขนาดชิ้นงาน
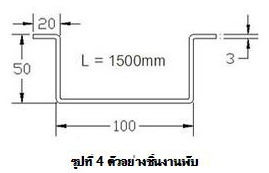
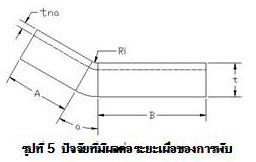
จากรูปที่ 4 เป็นรูปหน้าตัดชิ้นงานยาว 1500mm วัสดุหนา 3mm ชิ้นงานมีการพับ 90 องศา 4 ครั้ง ขนาดตามแบบเป็นขนาดวัดนอก หากไม่คิดความหนาเลย เมื่อคลี่แบบออกมาจะต้องตัดแผ่นขนาดกว้าง (100+50*2+20*2)mm ยาว 1500mm มาพับ แต่ในความเป็นจริง วัสดุมีความหนา และขนาดวัดนอกที่ให้มานี้จะรวมความหนาเข้าไปด้วยทำให้เราต้องเผื่อระยะ(ค่าลบ)ในส่วนนี้ และต้องเผื่อการยืดตัวของเหล็กด้วย ยิ่งชิ้นงานมีความหนามากขึ้น การหาระยะเผื่อก็ยิ่งมีโอกาสคลาดเคลื่อนสูงขึ้น ซึ่งถึงแม้ว่าระยะเผื่อในการพับแต่ละครั้งอาจจะคลาดเคลื่อนไม่มากนัก แต่หากชิ้นงานมีการพับหลายครั้งเมื่อนำมาค่าความคลาดเคลื่อนทั้งหมดมารวมกันแล้ว ก็อาจจะเกินค่าที่ยอมรับได้ ในทางทฤษฎี จะมีสูตรคำนวณสำหรับการหาระยะเผื่อซึ่งคำนึงถึงปัจจัยทั้งสี่ข้อที่กล่าวมาแล้ว ลองพิจารณาตามรูปที่ 5
ระยะ tna คือ ระยะจากผิวหน้า ถึงแกนสะเทิน(Neutral Axis) โดยระนาบที่อยู่บนแกนสะเทินนี้จะมีความเค้นดึงเท่ากับความเค้นกด ทำให้เนื้อวัสดุบนระนาบนี้เสมือนว่าไม่มีการยืดหรือหดตัว ค่า tna นี้จะเปลี่ยนแปลงไปตามวัสดุและความหนา ซึ่งจะเป็นผลมาจากค่า k (K-factor) ซึ่งเป็นค่าคงที่สำหรับแต่ละวัสดุ ค่า k นี้จะนำมาใช้ในการคำนวณตามสูตร
โดย BA คือ Bend Allowance หรือ ระยะเผื่อสำหรับแต่ละวัสดุที่ความหนาต่างๆ ในส่วนของทูลลิ่งจะมีผลต่อ Ri และองศาในการพับจะมีผลต่อองศา a ทั้งหมดนั้นคือ สูตรการคำนวณระยะเผื่อในทางทฤษฎี แต่ในความเป็นจริงแล้วค่าที่ได้ยังมีความคลาดเคลื่อนอยู่บ้าง เนื่องจากส่วนผสมของวัสดุอาจไม่ได้มาตรฐาน, ความหนาของชิ้นงานจริงไม่ใช่ความหนาเต็ม, ความสม่ำเสมอและเที่ยงตรงของเครื่องพับ ดังนั้นการเผื่อระยะจึงต้องอิงกับประสบการณ์ของช่างที่มีต่อเครื่องพับนั้นๆด้วย แม้แต่ช่างที่มีประสบการณ์ หากชิ้นงานที่มีการพับหลายครั้งหรือ ค่อนข้างซับซ้อน ก็ยังอาจจะต้องหาเศษวัสดุมาลองพับดูก่อน แล้วค่อยๆปรับค่าระยะเผื่อจนได้ขนาดตามแบบ เพื่อให้ได้ความแม่นยำสูงสุด เอาละครับ แล้วพบกันใหม่ฉบับหน้าครับ
อ้างอิง Evangelos K., Achilles V., “The Study of Design Constants in Sheet Metal Forming”, 2nd IC-SCCE, 2006
สนใจงานแสตนเลสสั่งทำ ร้านพับเหล็ก พับโลหะ ติดต่อสอบถามรายละเอียดเพิ่มเติมได้ที่
ผู้จัดการฝ่ายผลิต บจก. พี แอนด์ เอส สเตนเลสสตีล เซ็นเตอร์ ตีพิมพ์ในวารสารเพื่อนสเตนเลส ปีที่ 2 ฉบับที่ 22-23 / มกราคม - กุมภาพันธ์ 2551
|
บทความจากวารสารเพื่อนสเตนเลส
| [1] |
ความคิดเห็นที่ 1 (7367) | |
เข้าใจอยากมากเลยคะ | |
ผู้แสดงความคิดเห็น น้ำอิง (hrha45-at-hotmail-dot-com)วันที่ตอบ 2009-03-17 13:08:55 | |
ความคิดเห็นที่ 2 (36675) | |
เรื่องนี้อาจจะเข้าใจยากนิดนึง ด้วยเนื้อที่จำกัดผมอาจจะอธิบายได้ไม่ละเอียดนัก ถ้าสงสัยตรงไหนก็เมล์มาถามได้ครับที่ apichat@gmail.com | |
ผู้แสดงความคิดเห็น อภิชาติ วันที่ตอบ 2009-08-05 10:17:29 | |
ความคิดเห็นที่ 3 (176304) | |
ค่า K Factor ก็ช่วยในการคำนวนใด้ครับ เผื่อใครสนใจหากไปดู Tooling ของ amada v-die จะพบมัน จากนั้นคือสูตรการคำนวนแบบหักลบความหนาของแมทท์แล้วว + ค่า K Factor ใส่ในมุมต่างๆ ปัจจัยเยอะครับนอกจากนี้ยังมีเรื่องของเกรดวัสดุ หน้าR ของ punce เองก็มีส่วน องศาก็เป็นปัจจัยด้วยย ผมเองทำงานพับโลหะก็เลยมีความเข้าใจเล็กน้อยผิดถูกขออภัยครับ หากอยากใด้ข้อมมูลเพิ่มเติม | |
ผู้แสดงความคิดเห็น ช่างพับในตำนาน วันที่ตอบ 2018-05-08 13:53:37 | |
| [1] |
Tel: 02-7537753; Email: pands_stainless@yahoo.com; LINE@: @psmetal
